NCロードのコダワリ
1983年創業以来、技術やアイデアを如何にしてデジタルで表現(CAD)し、如何にしてデジタルものづくり(CAM)に生かすかと、『CAD/CAM』の分野で取組んで参りました。
特に解析シミュレーション、ミガキレス、非接触3D計測技術は産官学(サポイン)で修得した
コダワリ技術です。
CAD/CAM 3D一気通貫金型づくり
最近テレビ・映画の3D化が始まりました。立体映像です。
金型づくりでも同様にコンピュータ上に金型をつくります。そして鋳造シミュレーション技術で鋳造致します。
金型づくりでも同様にコンピュータ上に金型をつくります。そして鋳造シミュレーション技術で鋳造致します。
最後にコンピュータ上で計測も致します。このことは結果的に高品質、コストカット、世界最速金型づくりに繋がります。
≪特長≫
★ データベースの確立。
★ 分業ができる。
★ 同時進行ができる。
★ 距離に関係なくデータのキャチボールできる
★ 解析シミュレーションができる。
★ 3D計測ができる。
★ 無人加工ができる。
★ 分業ができる。
★ 同時進行ができる。
★ 距離に関係なくデータのキャチボールできる
★ 解析シミュレーションができる。
★ 3D計測ができる。
★ 無人加工ができる。
~主要製品~
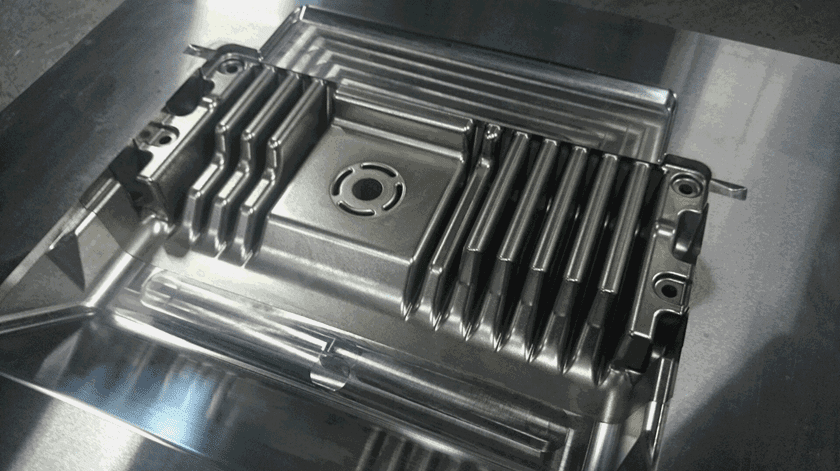
★ 自動車用ワイパーのモーターカバー
★ 自動車用ワイパーのモーターカバー
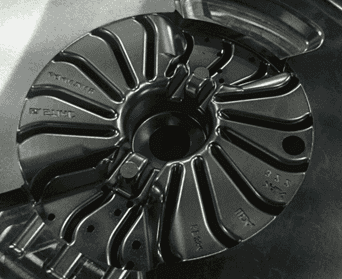
★ チェンソーモーターファン
★ 自動車用ハンドル軸
ミガキレス放電加工
≪特長≫
1.ミガキレス加工の得意技
★ 形状が複雑形状
★ 金型鋼材の硬度が熱処理後がHRC50以上
★ 使用する工具の長さが工具径の3~5倍以上の深リブである。
★ 形状に小R,角部が多い。
★ 磨きがしにくい。
2.品質の安定化(バラツキがない金型の量産化)
3.データベース化(人材能力に関係なく高品質)
4.無人化による自動化と省力化
高速粉末添加加工
- 鏡面仕上加工ができます。
- 加工速度が向上した。従来加工の2倍から5倍。
- 低消耗のため精度が安定。
- 仕上(▽▽▽ )までは可能。
あらさ区分値
| ▽▽▽
| ▽▽
| ▽
| ||||||
μmRmax
| 1.6S
| 3.2S
| 6.3S
| 12.5S
| 25S
| 50S
| 100S
| 200S
| |
μmRy
| 1.6
| 3.2
| 6.3
| 12.5
| 25
| 50
| 100
| 200
| |
表面粗さの範囲
| 最小値
| 1.3
| 2.7
| 5.2
| 10
| 21
| 42
| 83
| 166
|
最大値
| 1.8
| 3.6
| 7.1
| 14
| 28
| 56
| 112
| 224
| |
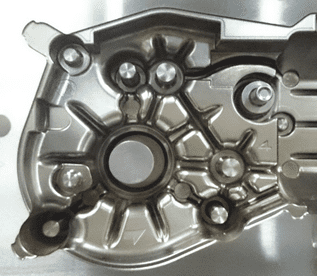
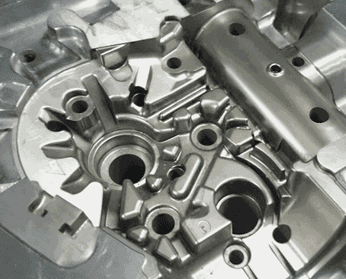
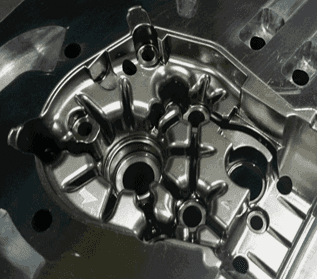
ミガキレス放電加工サンプル

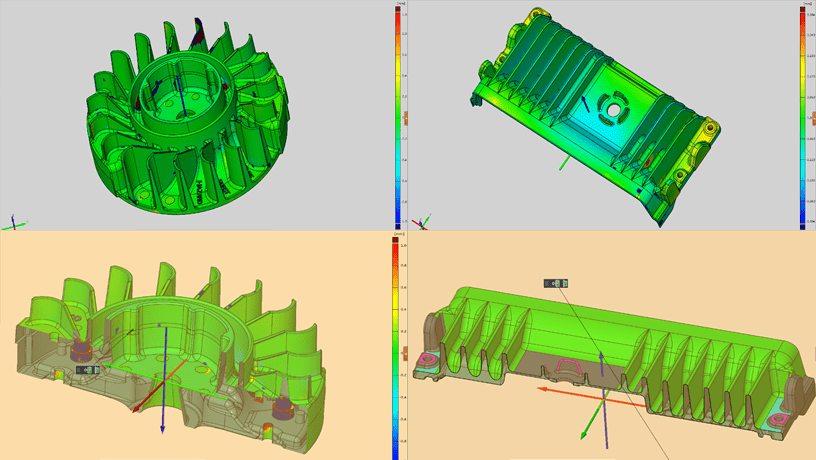
湯流れ・凝固解析
溶湯充填挙動解析
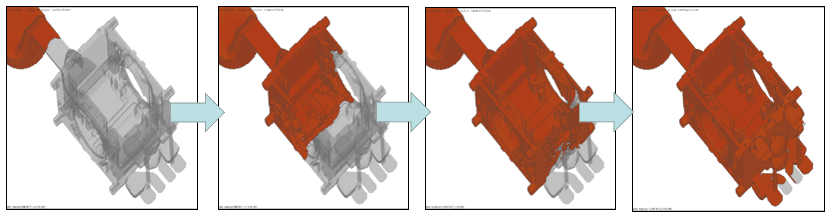
湯流れ・凝固解析
残留空気量解析
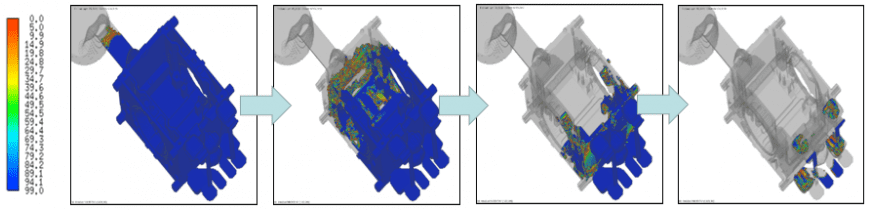
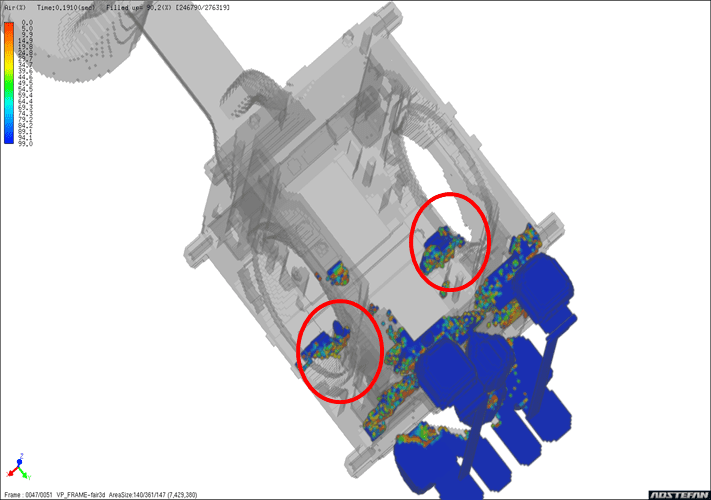
充填率90.2%時点。
空気の残留箇所が見られる。
<酸化膜巻込み欠陥>や<湯境い欠陥>や<湯回り不良欠陥>が発生し易い。
空気の残留箇所が見られる。
<酸化膜巻込み欠陥>や<湯境い欠陥>や<湯回り不良欠陥>が発生し易い。
湯流れ・凝固解析
凝固解析
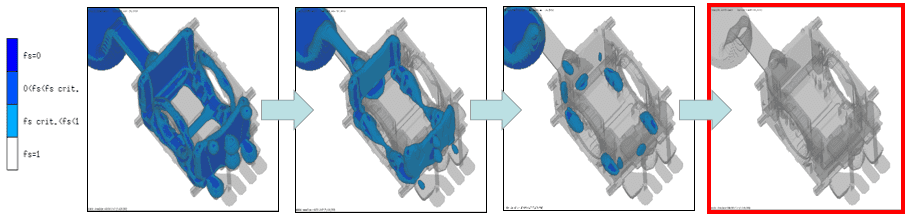
指向性凝固が途切れた箇所には
引け巣欠陥が発生し易い。
引け巣欠陥が発生し易い。
非接触3D測定技術
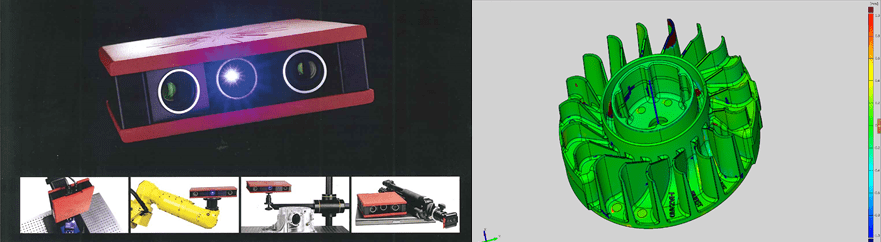
| 形式 | ATOS Core300 |
| 測定原理 | 空間コード化法 (トリプルスキャン方式) |
| 測定精度 | ±0.018mm |
| センサードライバー | 500万画素 |
非接触3Dデジタイザサンプル

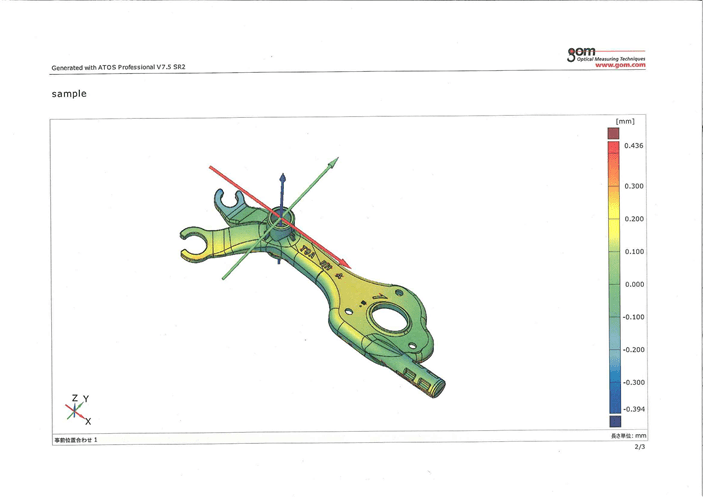
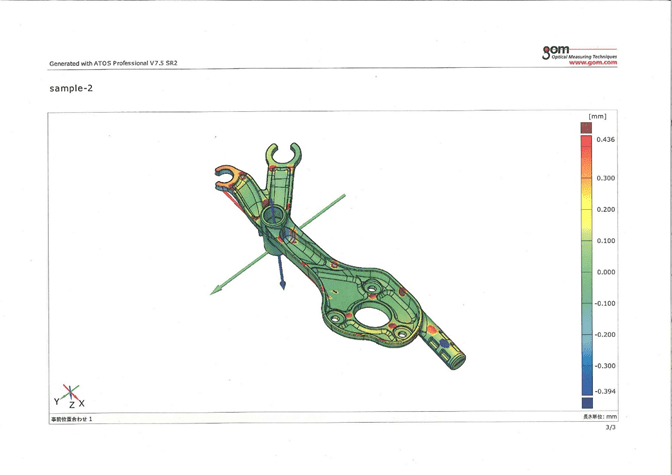

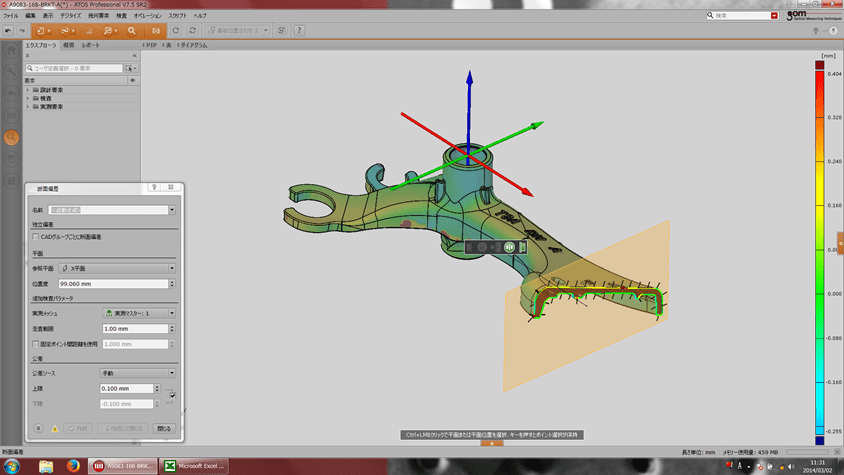
製品サンプル照合チェック